



Torneado CNC profesional de piezas de aluminio: una solución de integridad de superficies con desbarbado de precisión
May 08, 2025
8 puntos de vista
Chatea ahora
# piezas de aluminio de torneado del CNC
# piezas de aluminio de desgranado de precisión
# Servicios profesionales de torneado CNC
Torsión CNC profesional de piezas de aluminio: una solución de integridad de la superficie con desarraigo de precisión
En sistemas de fluidos de precisión, equipos de semiconductores y dispositivos médicos que requieren una alta limpieza, un excelente rendimiento de sellado y un ensamblaje confiable,las piezas de aluminio no sólo necesitan alcanzar una precisión dimensional a nivel de micrones, sino que también requieren integridad de la superficie libre de astillas sin derramamiento de partículasLos esfuerzos tradicionales de desgranado manual para garantizar la consistencia y las desgranadas residuales pueden conducir a fallas de sellado, contaminación de fluidos o desgaste del sistema, lo que afecta directamente la vida útil y la seguridad del producto.
Nos especializamos en proporcionar soluciones de piezas de aluminio que combinan precisión de nivel de giro con limpieza médica para sectores industriales críticos.A través de la integración de procesos de torneado de precisión y de desbarro profesionales totalmente automatizados, las piezas que producimos cumplen con las normas de textura de superficie ASME B46.1 y los requisitos de control de partículas personalizados, asegurando que cada pieza se entregue en un estado listo para el montaje.
Núcleo técnico: Transformar la precisión medible en superficies funcionales
Entendemos que el giro de alta precisión es sólo el punto de partida; las superficies funcionales son el determinante clave del rendimiento final de una pieza:
Abordamiento sistemático del control de las burras:Desarrollamos modelos de predicción de burr basados en grados de aleación de aluminio y características geométricas de la pieza.Ángulos de entrada/salida, en lugar de basarse únicamente en la eliminación posterior al procesamiento.
Definición multidimensional de la integridad de la superficie:We control not only the Ra value (arithmetic average roughness) but also focus on parameters like Rz (maximum height of the profile) and Rpk (reduced peak height) that directly relate to sealing performance and wear resistanceEsto garantiza que la textura girada cumpla con los requisitos dimensionales mientras posee una buena funcionalidad.
Sistema de circuito cerrado para el control de partículas:Desde el mecanizado hasta la limpieza, implementamos un estricto monitoreo de partículas. Podemos proporcionar informes de pruebas sobre el tamaño y la cantidad de partículas de las superficies de las piezas y soluciones de limpieza a petición del cliente,cumple las normas ISO 14644 de salas limpias.
Conocimiento clave:Nuestros datos de calidad muestran que después de la implementación de procesos sistemáticos de desbarbado, la tasa de primer paso de las piezas en las pruebas de sellado a alta presión aumentó en un 40%,y el período de ruptura en las aplicaciones de pares de fricción dinámicos reducido en un 60%Esto demuestra que un tratamiento de superficie funcional se traduce directamente en una mayor fiabilidad del producto.
Flujo de proceso integrado orientado al montaje
Nuestro proceso está guiado por la filosofía "Hazlo bien la primera vez", asegurando que las piezas cumplan plenamente con los requisitos de montaje antes de salir del taller.
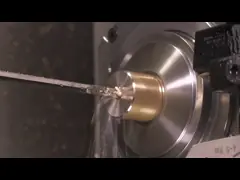
2.1 Torsión CNC de alta estabilidad
Diseño de procesos para el control de procesos:Seleccionamos herramientas con revestimiento PVD específicamente optimizadas para aleaciones de aluminio.Reducción de las largas y fibrosas burrs en la fuente.
Configuración científica de los parámetros de giro:
Se utiliza un control de velocidad de superficie constante para garantizar condiciones de corte consistentes en toda la superficie girada.
Durante el acabado, un radio de nariz más pequeño (por ejemplo, 0,2 mm) combinado con una mayor velocidad de alimentación crea una textura microscópica uniforme que favorece el sellado.
Las reducciones de velocidad y ajustes de parámetros preprogramados se aplican a las áreas propensas a las roturas, como los agujeros transversales y las ranuras.
2.2 Procesos de desarraigo automatizados de varios modosSeleccionamos la tecnología de eliminación más adecuada en función de las características de la burr, evitando un enfoque "talla única para todos":
Depuración térmica:Adecuado para piezas con canales internos complejos. Elimina uniformemente todas las aberraciones internas y externas en una sola operación sin alterar las dimensiones de la base.
Mecanizado por flujo abrasivo (AFM):Se utiliza para agujeros internos y agujeros transversales de precisión. Un medio abrasivo semifluido realiza una rectificación flexible, creando micro-radios uniformes que mejoran significativamente la resistencia a la fatiga.
Desarraigo electroquímico (ECD):Para las piezas de paredes delgadas que no pueden soportar esfuerzos mecánicos o superficies ya terminadas, permite la eliminación selectiva de metal, garantizando un efecto de desgranado absoluto sin desgaste de la herramienta.
Bronceado de precisió
Aprende más →
-

Torneado CNC profesional de piezas de aluminio: una solución de integridad de superficies con desbarbado de precisión
Ver detalles -

La Guía Completa de Piezas Metálicas de Aluminio Personalizadas de Alta Precisión: Servicios de Torneado y Fresado CNC
Ver detalles -

El uso de Cnc Turning tratamiento de bordes sin burr piezas de acero inoxidable
Ver detalles -

Mecanizado CNC profesional y grabado láser personalizado de piezas de aluminio anodizado
Ver detalles -

La guía completa de alta calidad para el fresado de torneado CNC y anodizado negro mate de piezas metálicas de aluminio
Ver detalles -

Partes de mecanizado CNC de 5 ejes con tolerancia de ±0,01 mm en acero inoxidable para aplicaciones automotrices
Ver detalles -

Piezas que trabajan a máquina del CNC de la precisión de encargo que muelen la fabricación del servicio del metal de Truning
Ver detalles





















