Español
Registrarse


| Precio | negotiation |
| MOQ | negotiation |
| El tiempo de entrega | within 10 working days |
| Marca | AOJIA |
| Lugar del origen | CHINA |
| Detalles de empaquetado | La bolsa de plástico que embala interna, cartón superhard que embala externo |
| Condiciones de pago | L/C |
| Brand Name | AOJIA | Lugar del origen | CHINA |
| Cantidad de orden mínima | Negociación | Condiciones de pago | L/C |
| Price | negotiation | Detalles de empaquetado | La bolsa de plástico que embala interna, cartón superhard que embala externo |
| Plazo de expedición | En el plazo de 10 días laborables | Material | Acero de alta velocidad |
| muestrear o detectar productos | Mercancías del punto | Capa | tenga |
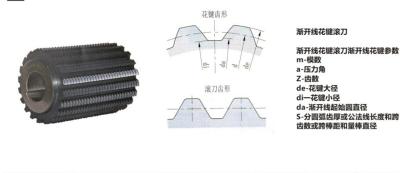
Avellanador de acero de alta velocidad de alta calidad
Diferencias entre el acero del carburo cementado y el acero de alta velocidad:
Primero,
el
funcionamiento
de
los
dos
es
diferente
1.
Funcionamiento
del
acero
del
carburo
cementado:
La
velocidad
que
corta
de
las
herramientas
de
carburo
cementado
es
4
a
7
veces
más
arriba
que
el
del
acero
de
alta
velocidad,
y
la
vida
de
la
herramienta
es
5
a
80
veces
más
de
largo.
La
fabricación
de
moldes
y
las
herramientas
de
medición,
la
vida
de
servicio
es
20
a
150
veces
más
alta
que
la
del
acero
de
herramienta
de
aleación.
Puede
cortar
los
materiales
duros
alrededor
de
50HRC.
Sin
embargo,
el
carburo
cementado
es
frágil
y
no
puede
ser
trabajado
a
máquina,
y
es
difícil
hacer
las
herramientas
integrales
con
formas
complejas.
Por
lo
tanto,
las
cuchillas
de
diversas
formas
se
hacen
a
menudo,
que
son
instaladas
en
el
cuerpo
de
herramienta
o
el
cuerpo
del
molde
soldando
con
autógena,
vinculación,
fijación
con
abrazadera
mecánica,
etc….
2.
funcionamiento
del
acero
de
alta
velocidad:
acero
de
herramienta
con
alta
dureza,
alta
resistencia
de
desgaste
y
alta
la
resistencia
térmica,
también
conocida
como
el
acero
de
herramienta
de
alta
velocidad
o
acero
delantero,
conocido
comúnmente
como
acero
blanco.
La
temperatura
de
amortiguamiento
del
acero
de
alta
velocidad
está
generalmente
cerca
del
punto
de
fusión
del
acero.
Después
de
apagar,
es
generalmente
necesario
moderar
3
veces
entre
540
y
560
°C.
el
aumento
de
la
temperatura
de
amortiguamiento
puede
aumentar
la
dureza
roja
del
acero.
Para
mejorar
la
vida
de
servicio
de
herramientas
de
acero
de
alta
velocidad,
la
superficie
se
puede
fortalecer,
por
ejemplo
la
cianuración,
la
nitruración,
la
infiltración
del
azufre-nitrógeno,
el
etc.
a
baja
temperatura.
En
segundo
lugar,
el
proceso
de
producción
es
diferente
1.
La
producción
de
carburo
cementado
es
mezclar
el
carburo
de
tungsteno
y
el
cobalto
en
cierta
proporción,
presuriza
los
en
diversas
formas,
y
entonces
semi-sínter.
Este
proceso
de
la
sinterización
se
realiza
generalmente
en
un
horno
del
vacío.
Se
coloca
en
un
horno
del
vacío
para
terminar
la
sinterización,
y
la
temperatura
en
este
tiempo
es
cerca
de
1300
a
1500
grados
de
cent3igrado.
El
moldeado
de
la
sinterización
del
carburo
cementado
es
presionar
el
polvo
en
un
billete,
y
entonces
entrar
en
el
horno
de
sinterización
al
calor
a
cierta
temperatura
(temperatura
de
la
sinterización),
guárdela
por
cierto
tiempo
(tiempo
de
ocupación),
y
después
enfriarlo
para
obtener
un
material
del
carburo
cementado
con
las
propiedades
requeridas.
2.
El
proceso
del
tratamiento
térmico
del
acero
de
alta
velocidad
es
más
complicado,
y
debe
pasar
con
una
serie
de
procesos
tales
como
amortiguamiento
y
temple.
El
amortiguamiento
se
realiza
generalmente
en
dos
etapas
debido
a
su
conductividad
termal
pobre.
Primero
precaliente
en
800
~
el
℃
850
(evitar
causar
la
tensión
termal
grande),
después
rápidamente
calor
a
apagar
la
temperatura
de
1190
~
el
℃
1290
(la
temperatura
real
de
diversas
marcas
es
diferente),
y
entonces
el
enfriado
por
aceite
o
la
refrigeración
por
aire
o
enfriamiento
del
gas.
Las
fábricas
todas
son
calentadas
por
los
hornos
de
la
sal,
y
los
hornos
del
vacío
son
también
ampliamente
utilizados.
Después
de
apagar,
sigue
habiendo
en
la
estructura
interna
y
no
se
transforma
una
parte
(el
cerca
de
30%)
de
austenita
conservada
en
la
martensita,
que
afecta
al
funcionamiento
del
acero
de
alta
velocidad.
Para
transformar
la
austenita
conservada
y
mejorar
más
lejos
la
resistencia
de
la
dureza
y
de
desgaste,
es
generalmente
necesario
realizar
2
a
3
veces
de
temple,
la
temperatura
de
revenido
es
560
el
°
C,
y
la
temperatura
se
guarda
para
1
hora
cada
vez.